
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Laser secans Carbon Steel: Adloquendi Commune Challenges et Solutions
2025-02-20
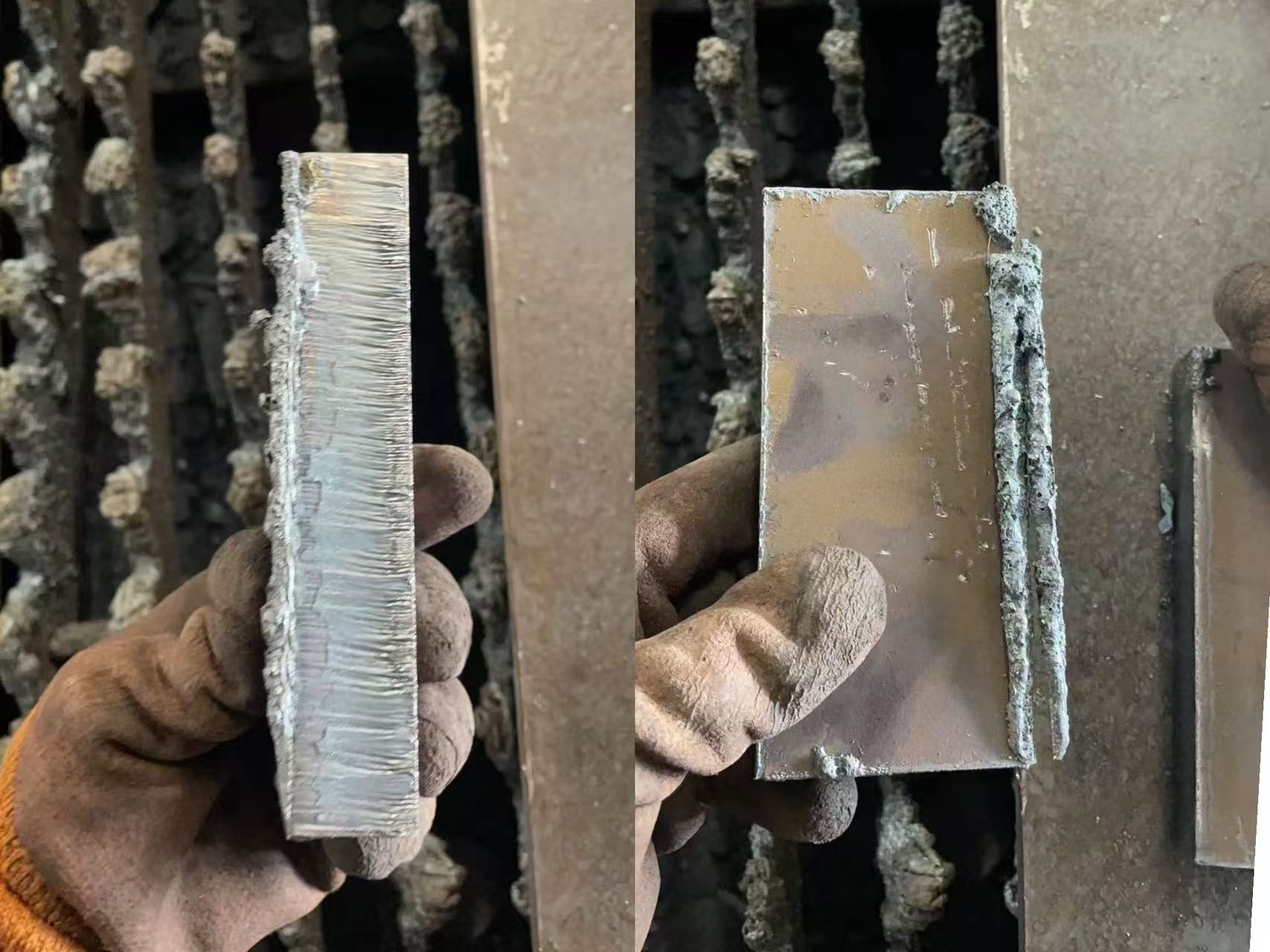
I. striations, aspera superficies et scoriam in fundo
De causis:
Nimia Gas pressura, princeps Gas pressura potest afficit secans qualis, ducens ad aspera superficies et quoque scoria formationem.
Slow Cleds Celeritas: A tardus cutting celeritate facit laser trabem manere in contactu cum metallum superficiem ad nimium longum, inde in nimia calor concentration in secans area et scoria in imo.
Focus nimis alta: quod improprie posuit altum focus punctum causas inaequale distribution laser industria, unde in aspera superficies et scorpio cumulatione in fundo.
SOLUTIO:
Redigendum Gas pressura, adjust in Gas pressura ne nimia pressura quae potest ducere ad aspera superficiebus.
Proventus Cutting celeritate: proventus cutting celeritate ad curare laser trabem transit per materiam celeriter, prohibere overheating.
Inferius in focus punctum: inferior focus puncto ut ad laser industria est conuenerunt in meliorem cutting location, obscura calor-affectus zonis et improvidus secare qualitas.

II. Holocaustum et flavescere
De causis:
Focus nimis altum, cum focus punctum est altum, laser industria est intentus in superficie, ducens ad overheating et causing holocaustum et flavescere.
Nimia Gas pressura, princeps Gas pressura potest facere laser trabem ad ledo materia ad iniuriam angulus, unde in overheating vel oxidatio, ducens ad flaventia.
Nimia laser potestatem: alta laser potestas potest nimis calor in materia est superficiem, causing ardens vel color.
SOLUTIO:
Inferior focus punctum: adjust in focus ut laser industria est focused pressius in secans punctum, ne overheating.
Redigendum Gas pressura: Devering Gas pressura potest auxilium vitare nimia airflow quod perturbat et secans processus et reduces oxidatio.
CERVIX diametro, reducere a Ceo diametro, in Gas fluxus concentratur, quod adjuvat ne calidum dispersionem et reduces eventum holocausti.
Redigendum laser potestatem: inferior laser potestatem vitare nimia calefactio de materia superficies, reducendo periculum holocausti marginibus vel flavescere.
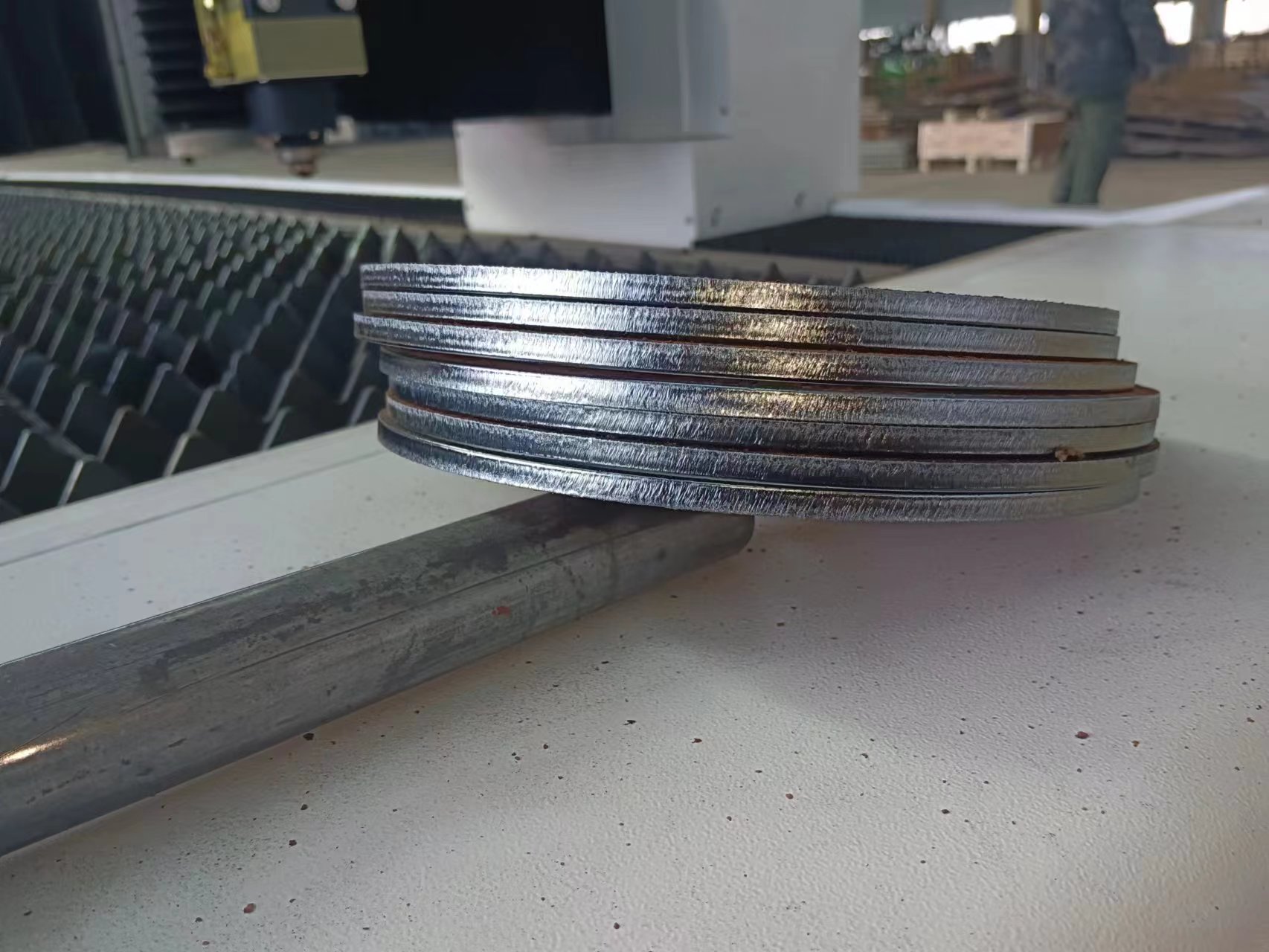
III. Bonum secans species ad summitatem, scoriam in fundo
De causis:
Focus quoque alta: A altum focus punctum ducit ad insufficiens penetratio laser trabem, unde in immundo secare in fundo et scoria formationem.
Minimum Gas pressura: satis Gas pressura non efficaciter removere confusa slag, causing scoriam in fundo.
Cutting celeritate et ieiunium et celeritate celeritate praecessi in laser trabem impendio nimis modicum tempus in materia, ne satis calor application, causando in fundo et scoria.
SOLUTIO:
Reducere cutting celeritate: inferioris celeritate ad Laser trabem manere in materia longior tempus, cursus sufficientis remotionem.
Inferius in focus punctum: adjust in focus ad curare laser trabem penetrat magis efficacius in materia et amplio secans qualitas in fundo.
Crescite Gas pressura, auget Gas pressura ad auxilium expellere mold tecta, prohibendo et cumulus ad imo.
Commune problems offendit in laser secans carbonis ferro potest plerumque certus per adjusting secare parametri ut Gas pressura, focus punctum et cutting celeritas, tum optimizing apparatu configuratione. By bysso-tuning haec parametri, cutting qualitas potest esse auctus, superficiem defectus elevat, et altiore productio efficientiam melius. Societates versantur in laser secans debet eligere oportet occasus fundatur in characteres de materiae et specifica processus requisita ad consequi meliorem secans results.
Nam magis notitia in laser secans technology vel ad propono specifica exitibus, placere contactus nostra technica firmamentum quadrigis. Nos committitur ad providing te optima auxilium.
Contact Information:
Huawei laser
Email: Huawewilaser2017@163.com
Website: www.huawei-laer.com
Antecedens:Laser Cutter Application in Medical Industry


