
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Intellectus filum pascens laser Welding
2025-01-20
Filum pascens technology in laser Welding est a key component ad consequi summus qualitas welding. Per rationabiliter lectio filum materia, diameter, filum pascens modum et verius regere filum pascens celeritatem, welding efficientiam et iuncturam qualis potest efficaciter melius. In sequentibus Details opus principium filum feeder, filum lectio, filum pascens celeritate et alia technica puncta.
I. Opus principium filum PASTOR
Filum PASTOR est a fabrica specialiter ad libera Welding filum ad laser Welding regio. Et opus processus includit sequenti principalis links:
Filum Insecta motricium:Filum PASTER agit in filum pascens ratio per motricium ad ventilabis in Welding filum in welding gun.
Filum feed Tube:Filum feeds pascit filum in welding gun per gun in date partum pipe. Filum feed Tube plerumque disposito in curvam figura ut ad Welding filum potest pascitur aequaliter.
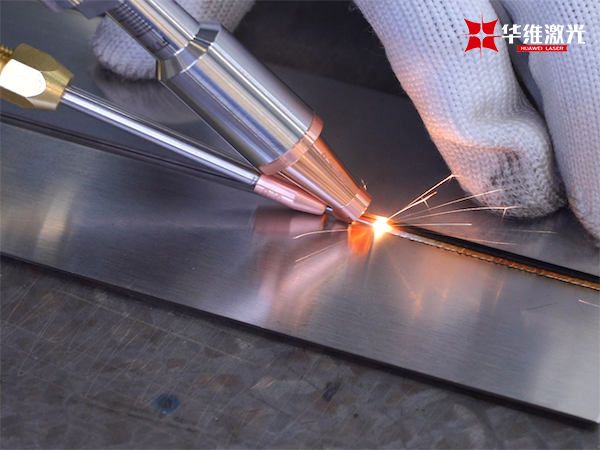
Festum COLLUM:Welding filum tradidit ad Welding gun intrat in Welding area laser trabem per COLLUM actus in Welding parte una cum Laser trabem.
Filum pascens ratio plerumque opus ad opus synchrono cum laser Welding apparatu ut praecise partum de Welding filum et efficax irradiatio laser lacus et qualis est in stabilitate.
II. Elelding Welding filum Materials
Selectio Welding filum materialiter directe afficit ad welding qualitas et iuncturam vires. Alia basi materiae requirere diversis genera Welding filum ut ad perficientur de iuncturam. Commune Welding filum materiae includit immaculatam ferro Welding filum, Aluminium Alloy Welding filum, aeris Welding filum, etc. sequenti factores opus esse cum eligens:
Base Materia Matching:Et chemical compositionem de Welding filum ut par basi materia vitare Welding defectus ex materia incompatibility.
Mechanica Property Requirements:Mechanica proprietatibus (ut vires, duritiam, etc.) de Welding filum materia debet occurrit applicationem requisita ut iuncturam habet sufficiens.
ROSIO resistentia et summus temperatus resistentia: nam partes in quaedam specialis environments, corrosio resistentia et altum temperatus resistentia de Welding filum oportet etiam occursum pertinet signa.
III. Filum diametro selectio
In magnitudine filum diameter directe afficit de filler moles, fis stagnum control et welding celeritate welding. Commune filum diameter range solet inter 0.8mm et 2.4mm et specifica lectio pendeat ex his factoribus:
In crassitudine parentis material: tenues laminam Welding plerumque utitur ad tenuior filum (ut 0.8mm aut 1.0mm) ad verius control in filum (ut 1.6mm aut 2.0mm) providere satis filler materia.
Welding Position:Nam horizontali et pendens welding articulis, tenuior filis fila sunt facillimus ut control lacus et reducere welding defectus per nimia lacus.
Welding Power:A altior-potentia laser ratio potest matched cum densior filum providere magis filler metallum ad occursum summus viribus welding requisita.
Eligendo ius filum diametrum adjuvat amplio welding efficientiam, reducere welding defectus, et ut qualis est in iuncturam.
IV. Quam ad pascere filum in in welding gun
Filum solet pascebat in welding gun per filum feed fistulam filum feed. Processus pascentium welding filum in welding gun valde precise, et plerumque plures vias
Mechanica filum pascens ratio:Welding filum repulsi in filum pascens fistulam motricium et coegi rotam et deinde welding filum pavit in laser welding regio per dux ratio.
Pneumatic filum pascens ratio:Gas (ut NITROGENIUM aut compressum aere) adhibetur ad ventilabis ad Welding filum per filum pascens tubo. Haec ratio est relative simplex, sed hoc requirit precise airflow potestate ad ne lobortis filum a deflecting vel questus adhæsit.
Filum pascens processus oportet ut ad Welding filum lenis, perpetua et non intermixti aliis components. Consilium de Welding gun plerumque habet ducem fabrica ut ad praecisam docking de Welding filum cum laser trabem.

V. filum pascens celeritate imperium
Filum pascens celeritas est unum ex clavis parametri laser Welding. Electio filum pascens celeritate necessitates considerare laser potestatem, Welding celeritate filum diameter et magnitudinem lacus. Solet filum pascens celeritate necessitates synchronized celeritas laser Welding ut ad Welding filum potest pascuntur in lacus stabilis rate.
Nimia filum pascens velocitate:Sit causa nimium filler metallum, crescere lacus lacus ad iuncturam nimium magnum et overfilling, quod potest facere welding defectus.
Nimis tardus filum pascens velocitate:Non potest ducere ad insufficiens Welding filum, etiam parva fis stagnum, insufficiens viribus welding iuncturam, et etiam imperfecta welding.
Ut verius potestate filum pascens celeritate, modern filum pastores sunt plerumque instructa cum summus praecisione imperium systems, quod potest statim ad adjust in filum pascens processu, ut laser temperatus et welding processu, ut stabilitatem temperatus, welding processus.

Si vis discere magis de laser Welding technology et filum pascens solutions, placere contactus Huawei laser. Huawei laser focuses in investigationis et progressionem et applicationem de laser Welding technology, providing comprehensive technica firmamentum et customized servicia ad auxilium societates amplio welding technology et productionem efficientiam.


